The diameter of the large heads is more than 2m, and the plate thickness is generally 5-15mm. Therefore, the cold stamping of these heads has high requirements on the hydraulic press. A large double-acting hydraulic press is required to complete the pressing. The inner slide of the hydraulic press completes the stamping. , The outer slider provides the blank holder force, so the cold stamping forming of large heads generally requires drawing beads. The main function of the drawing beads: on the one hand, it increases the forming resistance of the sheet and avoids insufficient blank holder force. Wrinkles are produced; on the other hand, the blank holder force is reduced, reducing the factory's dependence on large hydraulic presses.
In the production of large heads, when the material and size of the sheet are determined, the shape and size of the drawing bead are the most important factors affecting the blank holder force. The proper setting of the drawing bead also determines whether the hydraulic press has the ability to complete For the stamping of large heads, the hydraulic press must provide sufficient blank holder force to ensure that the flange part does not wrinkle during the stamping process of large heads. At the same time, the hydraulic press needs to overcome the pressing force and the upward pressure during the drawing process after the drawing bead is set. Buoyancy, so in the design of the drawbead, first of all, it is necessary to ensure that the drawbead can provide sufficient forming resistance, and secondly, the compression force and buoyancy of the drawbead should be as small as possible.
There are various types of drawbeads. In terms of the number of drawbeads, there are single drawbeads, double drawbeads and multiple drawbeads; in terms of the form of drawbeads, there are rectangular drawbeads and deep-drawn sills. , Triangular deep drawing bead, round deep drawing bead.
Shapes and uses of various deep-drawing beads:
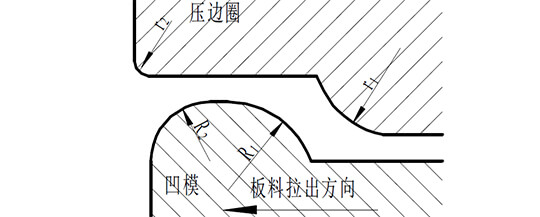
Round rib (single rib, multiple ribs)
Single rib: deep drawing with large inflow of flange; easy to grind, easy to adjust the resistance of the drawn rib
Double ribs: deep drawing with a large amount of flange inflow; enlarged rib groove fillet radius to control rib wear. The fillet radius is increased, and heavy reinforcement is used to compensate for the reduction of additional tensile stress
Rectangular ribs: deep drawing or bulging with less flange inflow; compared to round ribs, it can provide greater additional stress
Stretching threshold: deep drawing or bulging with less flange inflow; high material utilization rate, with the same fillet radius and height, the additional tensile force is smaller than rectangular ribs
Triangular ribs: bulging; material hardly flows into the die
Although double drawbeads and multiple drawbeads can provide greater forming resistance, the corresponding compression force and buoyancy force will also be greatly improved, which is obviously not feasible with existing equipment in the factory. Therefore, single deep-drawing beads are mostly set in the production of the head.
The parameters of the drawbeads are determined in the traditional mold design, because the forming force required in the cold stamping production of the head cannot be known in advance, most of them are set up with relatively large drawbeads and then repeated trial mold repairs to meet production Yes, this will cost a lot of costs. Through finite element simulation, the required blank holder force under different drawbead parameters can be obtained, and the optimal drawbead parameters can be obtained through orthogonal experiment optimization, which can greatly reduce the mold repair and test process.
 +86-510-83550183
+86-510-83550183
 +86-510-88570127
+86-510-88570127
 sales@dishendfab.com
sales@dishendfab.com
 +86-138-1208-2959
+86-138-1208-2959








